1. Физические основы сварки
Сварка - это технологический процесс получения неразъёмного соединения материалов за счёт образования атомной связи. Процесс создания сварного соединения протекает в две стадии.
На первой стадии необходимо сблизить поверхности свариваемых материалов на расстояние действия сил межатомного взаимодействия (около 3 А). Обычные металлы при комнатной температуре не соединяются при сжатии даже значительными усилиями. Соединению материалов мешает их твердость, при их сближении действительный контакт происходит лишь в немногих точках, как бы тщательно они не были обработаны. На процесс соединения сильно влияют загрязнения поверхности - окислы, жировые пленки и пр., а также слои абсорбированных примесных атомов. Ввиду указанных причин выполнить условие хорошего контакта в обычных условиях невозможно. Поэтому образование физического контакта между соединяемыми кромками по всей поверхности достигается либо за счёт расплавления материала, либо в результате пластических деформаций, возникающих в результате прикладываемого давления. На второй стадии осуществляется электронное взаимодействие между атомами соединяемых поверхностей. В результате поверхность раздела между деталями исчезает и образуется либо атомная металлическая связи (свариваются металлы), либо ковалентная или ионная связи (при сварке диэлектриков или полупроводников). Исходя из физической сущности процесса образования сварного соединения различают три класса сварки: сварка плавлением, сварка давлением и термомеханическая сварка (рис. 1.25).
Рис. 1.25.
К сварке плавлением относятся виды сварки, осуществляемой плавлением без приложенного давления. Основными источниками теплоты при сварке плавлением являются сварочная дуга, газовое пламя, лучевые источники энергии и «джоулево тепло». В этом случае расплавы соединяемых металлов объединяются в общую сварочную ванну, а при охлаждении происходит кристаллизация расплава в литой сварочный шов.
При термомеханической сварке используется тепловая энергия и давление. Объединение соединяемых частей в монолитное целое осуществляется за счет приложения механических нагрузок, а подогрев заготовок обеспечивает нужную пластичность материала.
К сварке давлением относятся операции, осуществляемые при приложении механической энергии в виде давления. В результате металл деформируется и начинает течь, подобно жидкости. Металл перемещается вдоль поверхности раздела, унося с собой загрязненный слой. Таким образом, в непосредственное соприкосновение вступают свежие слои материала, которые и вступают в химическое взаимодействие.
2. Основные виды сварки
Ручная электродуговая сварка. Электрическая дуговая сварка в настоящее время является важнейшим видом сварки металлов. Источником тепла в данном случае служит электрическая дуга между двумя электродами, одним из которых является свариваемые заготовки. Электрическая дуга является мощным разрядом в газовой среде.
Процесс зажигания дуги состоит из трех стадий: короткое замыкание электрода на заготовку, отвод электрода на 3-5 мм и возникновение устойчивого дугового разряда. Короткое замыкание производится с целью разогрева электрода (катода) до температуры интенсивной экзо- эмиссии электронов.
На второй стадии эмитированные электродом электроны ускоряются в электрическом поле и вызывают ионизацию газового промежутка «катод-анод», что приводит к возникновению устойчивого дугового разряда. Электрическая дуга является концентрированным источником тепла с температурой до 6000 оС. Сварочные токи достигают 2-3 кА при напряжении дуги (10-50) В. Наиболее часто применяется дуговая сварка покрытым электродом. Это ручная дуговая сварка электродом, покрытым соответствующим составом, имеющим следующее назначение:
1. Газовая и шлаковая защита расплава от окружающей атмосферы.
2. Легирование материала шва необходимыми элементами.
В состав покрытий входят вещества: шлакообразующие - для защиты расплава оболочкой (окислы, полевые шпаты, мрамор, мел); образующие газы СО2, СН4, ССl4; легирующие - для улучшения свойств шва (феррованадий, феррохром, ферротитан, алюминий и др.); раскислители - для устранения окислов железа (Ti, Mn, Al, Si и др.) Пример реакции раскисления : Fe2O3+Al = Al2O3+Fe.

Рис. 1.26. : 1 - свариваемые детали, 2 - сварной шов, 3 - флюсовая корочка, 4 - газовая защита, 5 - электрод, 6 - покрытие электрода, 7 - сварная ванна
Рис. 1.26 иллюстрирует сварку покрытым электродом. По указанной выше схеме между деталями (1) и электродом (6) зажигается сварочная дуга. Обмазка (5) при расплавлении защищает сварочный шов от окисления, улучшает его свойства путем легирования. Под действием температуры дуги электрод и материал заготовки плавятся, образуя сварную ванну (7), которая в дальнейшем кристаллизуется в сварной шов (2), сверху последний покрывается флюсовой корочкой (3), предназначенной для защиты шва. Для получения качественного шва сварщик располагает электрод под углом (15-20)0 и перемещает его по мере расплавления вниз для сохранения постоянной длины дуги (3-5) мм и вдоль оси шва для заполнения разделки шва металлом. При этом обычно концом электрода совершают поперечные колебательные движения для получения валиков требуемой ширины.
Автоматическая сварка под флюсом.
Широко применяют автоматическую сварку плавящимся электродом под слоем флюса. Флюс насыпается на изделие слоем толщиной (50-60) мм, в результате чего дуга горит не в воздухе, а в газовом пузыре, находящемся под расплавленном при сварке флюсом и изолированным от непосредственного контакта с воздухом. Этого достаточно для устранения разбрызгивания жидкого металла и нарушения формы шва даже при больших токах. При сварке под слоем флюса обычно применяют силу тока до (1000-1200) А, что при открытой дуге невозможно. Таким образом, пари сварке под слоем флюса можно повысить сварочный ток в 4-8 раз по сравнению со сваркой открытой дугой, сохранив при этом хорошее качество сварки при высокой производительности. При сварке под флюсом металл шва образуется за счет расплавления основного металла (около2/3) и лишь примерно 1/3 за счет электродного металла. Дуга под слоем флюса более устойчива, чем при открытой дуге. Сварка под слоем флюса производится голой электродной проволокой, которая с катушки подается в зону горения дуги сварочной головкой автомата, перемещаемой вдоль шва. Впереди головки по трубе в разделку шва поступает зернистый флюс, который, расплавляясь в процессе сварки, равномерно покрывает шов, образуя твердую корочку шлака.
Таким образом, автоматическая сварка под слоем флюса отличается от ручной сварки по следующим показателям: стабильное качество шва, производительность в (4-8) раз больше, чем при ручной сварке, толщина слоя флюса - (50-60) мм, сила тока - (1000-1200) А, оптимальная длина дуги поддерживается автоматически, шов состоит на 2/3 из основного металла и на 1/3 дуга горит в газовом пузыре, что обеспечивает отличное качество сварки.
Электрошлаковая сварка.
Электрошлаковая сварка является принципиально новым видом процесса соединения металлов, изобретенном и разработанным в ИЭС им. Патона. Свариваемые детали покрываются шлаком, нагреваемом до температуры, превышающей температуру плавления основного металла и электродной проволоки.
На первой стадии процесс идет так же, как и при дуговой сварке под флюсом. После образования ванны из жидкого шлака горение дуги прекращается и оплавление кромок изделия происходит за счет тепла, выделяющегося при прохождении тока через расплав. Электрошлаковая сварка позволяет сваривать большие толщи металла за один проход, обеспечивает большую производительность, высокое качество шва.

Рис. 1.27. :
1 - свариваемые детали, 2 - сварной шов, 3 - расплавленный шлак, 4 - ползуны, 5 - электрод
Схема электрошлаковой сварки показана на рис. 1.27. Сварку ведут при вертикальном расположении деталей (1), кромки которых так же вертикальны или имеют наклон не более 30 o к вертикали. Между свариваемыми деталями устанавливают небольшой зазор, куда насыпают порошок шлака. В начальный момент зажигается дуга между электродом (5) и металлической планкой, устанавливаемой снизу. Дуга расплавляет флюс, который заполняет пространство между кромками свариваемых деталей и медными формующими ползунами (4), охлаждаемыми водой. Таким образом, из расплавленного флюса возникает шлаковая ванна (3), после чего дуга шунтируется расплавленным шлаком и гаснет. В этот момент электродуговая плавка переходит в электрошлаковый процесс. При прохождении тока через расплавленный шлак выделяется джоулево тепло. Шлаковая ванна нагревается до температур (1600-1700) 0С, превышающих температуру плавления основного и электродного металлов. Шлак расплавляет кромки свариваемых деталей и погруженный в шлаковую ванну электрод. Расплавленный металл стекает на дно шлаковой ванны, где и образует сварочную ванну. Шлаковая ванна надежно защищает сварочную ванну от окружающей атмосферы. После удаления источника тепла, металл сварочной ванны кристаллизуется. Сформированный шов покрыт шлаковой коркой, толщина которой достигает 2 мм.
Повышению качества шва при электрошлаковой сварке способствует ряд процессов. В заключение отметим основные преимущества электрошлаковой сварки.
Газовые пузыри, шлак и легкие примеси удаляются из зоны сварки по причине вертикального расположения сварного устройства.
Большая плотность сварного шва.
Сварной шов менее подвержен трещинообразованию.
Производительность электрошлаковой сварки при больших толщинах материалов почти в 20 раз превышает аналогичный показатель автоматической сварки под флюсом.
Можно получать швы сложной конфигурации.
Этот вид сварки наиболее эффективен при соединении крупногабаритных деталей типа корпусов кораблей, мостов, прокатных станов и пр.
Электронно-лучевая сварка.
Источником тепла является мощный пучок электронов с энергией в десятки килоэлектронвольт. Быстрые электроны, внедряясь в заготовку, передают свою энергию электронам и атомам вещества, вызывая интенсивный разогрев свариваемого материала до температуры плавления. Процесс сварки осуществляется в вакууме, что обеспечивает высокое качество шва. Ввиду того что электронный луч можно сфокусировать до очень малых размеров (менее микрона в диаметре), данная технология является монопольной при сварке микродеталей.
Плазменная сварка.
При плазменной сварке источником энергии для нагрева материала служит плазма - ионизованный газ. Наличие электрически заряженных частиц делает плазму чувствительной к воздействию электрических полей. В электрическом поле электроны и ионы ускоряются, то есть увеличивают свою энергию, а это эквивалентно нагреванию плазмы вплоть до 20-30 тыс. градусов. Для сварки используются дуговые и высокочастотные плазмотроны (см. рис. 1.17 - 1.19). Для сварки металлов, как правило используют плазмотроны прямого действия, а для сварки диэлектриков и полупроводников применяются плазмотроны косвенного действия. Высокочастотные плазмотроны (рис. 1.19) так же применяются для сварки. В камере плазмотрона газ разогревается вихревыми токами, создаваемыми высокочастотными токами индуктора. Здесь нет электродов, поэтому плазма отличается высокой чистотой. Факел такой плазмы может эффективно использоваться в сварочном производстве.
Диффузионная сварка.
Способ основан на взаимной диффузии атомов в поверхностных слоях контактирующих материалов при высоком вакууме. Высокая диффузионная способность атомов обеспечивается нагревом материала до температуры, близкой к температуре плавления. Отсутствие воздуха в камере предотвращает образование оксидной пленки, которая смогла бы препятствовать диффузии. Надежный контакт между свариваемыми поверхностями обеспечивается механической обработкой до высокого класса чистоты. Сжимающее усилие, необходимое для увеличения площади действительного контакта, составляет (10-20) МПа.
Технология диффузионной сварки состоит в следующем. Свариваемые заготовки помещают в вакуумную камеру и сдавливают небольшим усилием. Затем заготовки нагревают током и выдерживают некоторое время при заданной температуре. Диффузионную сварку применяют для соединения плохо совместимых материалов: сталь с чугуном, титаном, вольфрамом, керамикой и др.
Контактная электрическая сварка.
При электрической контактной сварке, или сварке сопротивлением, нагрев осуществляется пропусканием электрического тока достаточной иглы через место сварки. Детали, нагретые электрическим током до плавления или пластического состояния, механически сдавливают или осаживают, что обеспечивает химическое взаимодействие атомов металла. Таким образом, контактная сварка относится к группе сварки давлением. Контактная сварка является одним из высокопроизводительных способов сварки, она легко поддается автоматизации и механизации, вследствие чего широко применяется в машиностроении и строительстве. По форме выполняемых соединений различают три вида контактной сварки: стыковую, роликовую (шовную) и точечную.
Стыковая контактная сварка.
Это вид контактной сварки, при которой соединение свариваемых частей происходит по поверхности стыкуемых торцов. Детали зажимают в электродах-губках, затем прижимают друг к другу соединяемыми поверхностями и пропускают сварочный ток. Стыковой сваркой соединяют проволоку, стержни, трубы, полосы, рельсы, цепи и др. детали по всей площади их торцов. Существует два способа стыковой сварки:
Сопротивлением: в стыке происходит пластическая деформация и соединение образуется без расплавления металла (температура стыков 0,8-0,9 от температуры плавления).
Оплавлением: детали соприкасаются в начале по отдельным небольшим контактным точкам, через которые проходит ток высокой плотности, вызывающий оплавление деталей. В результате оплавления на торце образуется слой жидкого металла, который при осадке вместе с загрязнениями и окисными плёнками выдавливается из стыка.
Таблица 1.4
Параметры машин для стыковой сварки
| Тип машин | W,(кВА) | U раб,(В) | Сварок в час. | F,(кН) | |
Обозначения столбцов: W - мощность машины, Uраб - рабочее напряжение, производительность, F - усилие сжатия свариваемых деталей, S - площадь свариваемой поверхности.
Температура нагрева и сжимающее давление при стыковой сварке взаимосвязаны. Как следует из рис. 1.28, усилие F значительно уменьшается с ростом температуры нагрева заготовок при сварке.
Шовная контактная сварка.
Разновидность контактной сварки, при которой соединение элементов выполняется внахлёстку вращающимися дисковыми электродами в виде непрерывного или прерывистого шва. При шовной сварке образование непрерывного соединения (шва) происходит последовательным перекрытием точек друг за другом, для получения герметичного шва точки перекрывают друг друга не менее чем на половину их диаметра. На практике применяется шовная сварка:
Непрерывная;
Прерывистая с непрерывным вращением роликов;
Прерывистая с периодическим вращением.

Рис. 1.28.
Шовная сварка применяется в массовом производстве при изготовлении различных сосудов. Осуществляется на переменном токе силой (2000-5000) А. Диаметр роликов равен (40-350) мм, усилие сжатия свариваемых деталей достигает 0,6 т, скорость сварки составляет (0,53,5) м/мин.
Точечная контактная сварка.
При точечной сварке соединяемые детали обычно располагаются между двумя электродами. Под действием нажимного механизма электроды плотно сжимают свариваемые детали, после чего включается ток. За счёт прохождения тока свариваемые детали быстро нагреваются до температуры сварки. Диаметр расплавленного ядра определяет диаметр сварной точки, обычно равный диаметру контактной поверхности электрода.
В зависимости от расположения электродов по отношению к свариваемым деталям точечная сварка может быть двусторонней и односторонней.
При точечной сварке деталей разной толщины образующееся несимметричное ядро смещается в сторону более толстой детали и при большом различии в толщине не захватывает тонкой детали. Поэтому применяют различные технологические приёмы, обеспечивающие смещение ядра к стыкуемым поверхностям, усиливают нагрев тонкого листа за счёт накладок, создают рельеф на тонком листе, применяют более массивные электроды со стороны толстой детали и др.
Разновидностью точечной сварки является рельефная сварка, когда первоначальный контакт деталей происходит по заранее подготовленным выступам (рельефам). Ток, проходя через место касания всех рельефов с нижней деталью, нагревает их и частично расплавляет. Под давлением рельефы деформируются, и верхняя деталь становится плоской. Этот способ применяют для сварки деталей небольших размеров. В табл. 1.5 приведены характеристики машин для точечной сварки.
Таблица 1.5
Характеристики машин для точечной сварки
| Тип машины | W,(кВА) | U раб,(В) | D,(мм) | F,(кН) | Сварок в час |
Обозначения столбцов: W - мощность машины, ираб - рабочее напряжение, D - диаметр электрода, F - усилие сжатия свариваемых деталей, сварок в час - производительность.
Точечная конденсаторная сварка.
Одним из распространенных видов контактной сварки является конденсаторная сварка или сварка запасённой энергией, накопленной в электрических конденсаторах. Энергия в конденсаторах накапливается при их зарядке от источника постоянного напряжения (генератора или выпрямителя), а затем в процессе разрядки преобразуется в теплоту, используемую для сварки. Накопленную в конденсаторах энергию можно регулировать изменением ёмкости конденсатора (С) и напряжения зарядки (U).
Существует два вида конденсаторной сварки:
Бестрансформаторная (конденсаторы разряжаются непосредственно на свариваемые детали);
Трансформаторная (конденсатор разряжается на первичную обмотку сварочного трансформатора, во вторичной цепи которого находятся предварительно сжатые свариваемые детали).
Принципиальная схема конденсаторной сварки приведена на рис. 1.29.

Рис. 1.29. : Тр - повышающий трансформатор, В - выпрямитель, С - конденсатор емкостью 500 мкФ, Rк - сопротивление свариваемых деталей, К - ключ- переключатель
В положении переключателя 1 конденсатор заряжается до напряжения U0. При переводе переключателя в поз. 2 конденсатор разряжается через контактное сопротивление свариваемых деталей. При этом возникает мощный импульс тока.
Напряжение с конденсатора подается на заготовку через точечные контакты площадью ~ 2 мм. Возникающий при этом импульс тока в соответствии с законом Джоуля-Ленца разогревает область контакта до рабочей температуры сварки. Для обеспечения надежного прижимания свариваемых поверхностей через точечные электроды на детали передается механическое напряжение порядка 100 МПа.
Основное применение конденсаторной сварки состоит в соединении металлов и сплавов малых толщин. Преимуществом конденсаторной сварки является незначительная потребляемая мощность.
Для определения эффективности сварки оценим максимальную температуру в области контакта свариваемых деталей (Тmax).
Ввиду того что длительность импульса разрядного тока не превышает 10 -6 с, расчет проведен в адиабатическом приближении, то есть пренебрегая теплоотводом из области протекания тока.
Принцип контактного нагрева деталей представлен на рис. 1.30.

Рис. 1.30.: 1 - свариваемые детали толщиной d = 5*10 -2 см, 2 - электроды площадью S= 3*10 -2 см, С - конденсатор емкостью 500 мкФ, Rк - контактное сопротивление
Преимуществом конденсаторной сварки является незначительная потребляемая мощность, которая составляет (0,1-0,2) кВА. Продолжительность импульса сварочного тока - тысячные доли секунды. Диапазон свариваемых толщин металла находится в пределах от 0,005 мм до 1 мм. Конденсаторная сварка позволяет успешно соединять металлы малых толщин, мелкие детали и микродетали, плохо различимые невооруженным глазом и требующие при сборке применения оптических приборов. Этот прогрессивный способ сварки нашел применение в производстве электроизмерительных приборов и авиационных приборов, часовых механизмов, фотоаппаратов и т.д.
Холодная сварка .
Соединение заготовок при холодной сварке осуществляется путем пластического деформирования при комнатной и даже при отрицательных температурах. Образование неразъемного соединения происходит в результате возникновения металлической связи при сближении соприкосающихся поверхностей до расстояния, при котором возможно действие межатомных сил, причем в результате большого усилия сжатия пленка окислов разрывается и образуются чистые поверхности металлов.
Свариваемые поверхности должны быть тщательно очищены от адсорбированных примесей и жировых пленок. Холодной сваркой могут быть выполнены точечные, шовные и стыковые соединения.
На рис. 1.31 представлен процесс холодной точечной сварки. Листы металла (1) с тщательно зачищенной поверхностью в месте сварки помещают между пуансонами (2), имеющими выступы (3). Пуансона сжимают с некоторым усилием Р, выступы (3) вдавливаются в металл на всю их высоту, пока опорные поверхности (4) пуансонов не упрутся в наружную поверхность свариваемых заготовок.

Рис. 1.31.
Холодной сваркой выполняют соединения проволок, шин, труб внахлест и встык. Давление выбирают в зависимости от состава и толщины свариваемого материала, в среднем оно составляет (1-3) ГПа.
Индукционная сварка.
Этим способом преимущественно сваривают продольные швы труб в процессе их изготовления на непрерывных станах и наплавляют твердые сплавы на стальные основания при изготовлении резцов, буровых долот и другого инструмента.
При этом способе металл нагревается пропусканием через него токов высокой частоты и сдавливается. Индукционная сварка удобна тем, что она бесконтактна, токи высокой частоты локализуются вблизи поверхности нагреваемых заготовок. Подобные установки работают следующим образом. Ток высокочастотного генератора подводится к индуктору, который индуцирует вихревые токи в заготовке, и труба разогревается. Станы подобного типа успешно применяют для изготовления труб диаметром (12-60) мм со скоростью до 50 м/мин. Питание током производится от ламповых генераторов мощностью до 260 кВт при частоте 440 кГц и 880 кГц. Изготавливаются так же трубы больших диаметров (325 мм и 426 мм) с толщиной стенки (7-8)мм, со скоростью сварки до (30-40) м/мин.
Особенности сварки различных металлов и сплавов
Под свариваемостью понимают способность металлов и сплавов образовывать соединение с теми же свойствами, что и свариваемые металлы, и не иметь дефектов в виде трещин пор, каверн и неметаллических включений.
При сварке почти всегда возникают остаточные сварочные напряжения (как правило, растягивающие в шве и сжимающие в основном металле). Для стабилизации свойств соединения необходимо снизить эти напряжения.
Сварка углеродистых сталей.
Электродуговая сварка углеродистых и легированных сталей ведется электродными материалами, обеспечивающими необходимые механические свойства. Основная трудность при этом заключается в закалке околошовной зоны и в образовании трещин. Для предупреждения образования трещин рекомендуется:
1) производить подогрев изделий до температур (100-300) 0С;
2) заменять однослойную сварку многослойной;
3) применять электроды с покрытием (сварку ведут на постоянном токе обратной полярности);
4) производить отпуск изделия после сварки до температуры 300 0С.
Сварка высокохромистых сталей.
Высокохромистые стали, содержащие (12-28) % Cr, обладают нержавеющими и жаропрочными свойствами. В зависимости от содержания хрома и углерода высокохромистые стали по структуре делятся на ферритовые, ферритно- мартенситные и мартенситные.
Трудности при сварке ферритовых сталей связаны с тем, что в процессе охлаждения в области 1000 0С возможно выпадение на границах зерен карбида хрома. Это снижает коррозионную стойкость стали. Для предотвращения указанных явлений необходимо:
1) применять пониженные значения тока с целью обеспечения больших скоростей охлаждения при сварки;
2) вводить в сталь сильные карбидообразователи (Ti,Cr, Zr, V);
3) производить отжиг после сварки при 900 0С для выравнивания содержания хрома в зернах и на границах.
Феррито-мартенситные и мартенситные стали рекомендуется сваривать с подогревом до (200-300) 0С.
Сварка чугуна.
Сварка чугуна производится с подогревом до (400-600) 0С. Сварку ведут чугунными электродами диаметром (8-25) мм. Хорошие результаты дает диффузионная сварка чугуна с чугуном и чугуна со сталью.
Сварка меди и ее сплавов.
На свариваемость меди негативное влияние оказывают примеси кислорода, водорода, свинца. Наиболее распространена газовая сварка. Перспективна дуговая сварка угольными и металлическими электродами.
Сварка алюминия.
Сварке препятствует оксидная пленка Al2O3. Только применение флюсов (NaCl, RCl, LiF) позволяет растворить оксид алюминия и обеспечить нормальное формирование сварного шва. Хорошо сваривается алюминий диффузионной сваркой.
Наличие в «инструментальном арсенале» сварочного аппарата, а у владельца этого полезного прибора – навыков работы с ним, снимет с повестки целый ряд проблем, которые в обязательном порядке возникают при ведении домашнего хозяйства. Не придется по каждому поводу, даже незначительному, приглашать мастера. Многие вопросы в ходе строительства, ремонта, обустройства территории, обслуживании техники решаются на месте, не откладываясь в «долгий ящик». А постепенно нарабатываемый опыт выполнения сварочных работ раскрывает перед владельцем очень широкие перспективы. Они заключаются, кроме всего прочего, и в возможности самостоятельного изготовления довольно сложных конструкций прикладного или декоративного плана, приобретение которых в готовом виде обошлось бы в круглую сумму.
Возникает закономерный вопрос – а какой сварочный аппарат лучше для дома приобрести, чтобы покупка стала действительно полезной? Ну а прибор - не вызвал быстрого разочарования из-за ограниченности своих возможностей, недолговечности, неудобства в работе и т.п . В двух словах на это не ответишь, так как сварочное оборудование – довольно «многоликая» группа. Поэтому есть смысл кратко познакомиться с основными технологиями сварки, доступными на бытовом уровне, и соответствующими аппаратами различных типов. Оценив их возможности, достоинства и недостатки, будет намного проще сделать правильный выбор.
Рассмотрение построим следующим образом. Сначала - общие понятия об электросварке и единые критерии оценки сварочных аппаратов. Затем, по разделам – информация о распространённых технологиях электросварки (ММА, TIG и MIG/MAG). В каждом разделе по видам технологии будет рассказано о классификации аппаратов, с указанием их преимуществ и недостатков, и с приведением краткого обзора популярных моделей.
Прежде всего, несколько слов о том, на чем основан любой процесс электрической сварки металлов.
Специальное оборудование (сварочный аппарат) вырабатывает сварочный ток (постоянный или переменный ) с необходимыми показателями силы тока. По силовым кабелям он подается к месту проведения работ. Один кабель подключается к заготовке, второй – к рабочему инструменту сварщика (держателю электродов, горелке).
Сила сварочного тока такова, что при сближении заготовки и электрода на определённое расстояние между ними возникает электрическая дуга. Сама по себе дуга – это область устойчивого разряда, которая характеризуется локальным выделением очень большого количества тепла. Такого нагрева должно быть достаточно, чтобы вызвать плавление металла на выбранном участке соединения заготовок.

Одновременно в эту область осуществляется подача присадочного материала – металлического прута. Происходит взаимная диффузия расплавленного металла заготовок и присадки. После снятия (перемещения) сварочной дуги следует этап кристаллизации металла, в результате чего образуется сварной шов – по сути, монолитный участок, соединяющий заготовки, и не уступающий по прочности основному металлу, а нередко – даже превосходящий его по этим параметрам.
Общая схема для большинства типов электрической сварки единая, но вот технология розжига дуги, введения в область сварки присадочного материала и создания необходимых условий для качественного монолитного соединения может различаться. Об этом поговорит чуть ниже.
Какой бы сварочный аппарат ни выбирался , необходимо оценивать его по ряду общих критериев, важных для любого типа оборудования.
- Напряжение питания. Большинство аппаратов, подходящих для домашнего использования, рассчитаны на обычную однофазную электрическую сеть 220 В 50 Гц. Более мощное оборудование может потребовать подключения к трехфазной сети. Но высокие эксплуатационные показатели такой техники в домашний условиях чаще всего остаются невостребованными.
- Диапазон сварочного тока. Это параметр напрямую влияет на эксплуатационные возможности аппарата – понятно, что чем толще свариваемые заготовки, тем большее количество выделенного тепла потребуется для их полноценного проплавления.
Необходимо заранее представлять, с какими работами предстоит сталкиваться оборудованию. Нет смысла приобретать аппарат со слишком высокими показателями сварочного тока, если они попросту останутся невостребованными – это напрасно потраченные деньги. В настоящее время представленные в продаже модели, как правило, имеют верхнюю границу не ниже 120 ампер. А этого уже вполне достаточно для вполне серьезных сварочных операций с металлом толщиной 3÷4 мм. А если брать еще и с запасом, то показателей в 160-180 А будет хватать с лихвой.
- Допустимый диапазон входных напряжений. Также очень важная характеристика, особенно для тех населённые пунктов (дачных поселков ), где нестабильность напряжения в сети является чуть ли не нормой. Современные сварочные аппараты, особенно инверторного типа , способны без потери качества сварки выдерживать перепады, доходящие до ±20÷25% и даже более.
- Потребляемая мощность при работе на максимальных значениях сварочного тока. Этот параметр важен с тех позиций, что подключение аппарата должно проводиться к линиям питания (имеются в виду и сами розетки, и удлинители), обладающим соответствующими возможностями.
- Важным эксплуатационным показателем работы любого сварочного оборудования является продолжительность включения (ПВ) или продолжительность нагрузки (ПН). Кстати, об этом неопытные пользователи нередко забывают. Дело в том, что редко какое оборудование способно на длительную безостановочную работу – обязательно требуются паузы. Чем выше класс аппарата – тем эти паузы могут быть меньше. Этот показатель должен указываться в перечне паспортных характеристик, и выражается он обычно в процентах к общей продолжительности работы включенного оборудования.
Для сварочных аппаратов бытового класса ПВ может составлять всего 40%. Это, в свою очередь, означает, что, например, из 10 минут работы только 4 минуты может отводиться непосредственно на сам сварочный процесс, а 6 минут необходимо отдать на паузы.
Продолжительность включения может быть установлена общей или зависеть от величины сварочного тока (далеко не всегда аппарат используется на пределе своих возможностей) и от температуры окружающего воздуха (это влияет на эффективность охлаждения электронной «начинки»). Показатели указываются в паспорте, а также могут быть вынесены табличкой на шильдик прибора.

- Современные сварочные аппараты могут обладать некоторыми полезными функциями. Их специфика зависит от типа оборудования, и о них будет рассказано ниже.
- Современный сварочный аппарат должен иметь систему охлаждения – встроенный вентилятор, работающий постоянно или включающийся по мере необходимости. Обычно предусматриваются и необходимые ступени защиты – от перегрева или короткого замыкания.
- Безусловно, при выборе сварочного оборудования всегда принимается в расчет стоимость аппарата, его оснащённость необходимыми комплектующими и их качество.
- Немаловажным критерием является авторитет компании–производителя , гарантийные обязательства, возможность получения сервисного обслуживания в регионе проживания.
Это были общие критерии, справедливые для любых типов сварочных аппаратов. Теперь же перейдем к рассмотрению особенностей оборудования, в котором реализованы различные технологии электросварки.
Ручная дуговая электросварка (ММА)
Общие понятия о технологии ММА
Как правило, все новички начинают осваивать секреты сварки именно с такой технологии, поэтому есть смысл рассмотреть ее первой.
ММА – это аббревиатура от полного названия «Mаnual Metаl Arс », что в буквальном переводе с английского как раз и обозначает ручную сварку металла. В технической литературе часто встречается и русскоязычный термин РДС – «ручная дуговая сварка».
Характерная особенность такой технологии – использование штучных электродов с покрытием, которые и участвуют в создании сварочной дуги, и сами по себе являются присадочным материалом.
Примерная схема сварочного процесса ММА показана на рисунке ниже:

К металлической заготовке (поз.1) через клемму-зажим подсоединен один контакт сварочного аппарата. Второй контакт коммутируется через держатель на металлическую сердцевину электрода (поз. 2). Между ними зажигается электрическая дуга (поз. 3), которая вызывает плавление металла и заготовки, и электрода с формированием сварочной ванны (поз. 4 ).
Электроды имеют специальное покрытие – обмазку (поз. 5). Ее состав может различаться в зависимости от свариваемого металла и типа выполняемых работ. При плавлении обмазки, во-первых, образуется газовое облако (поз.6), создающее оптимальные условия для качественного формирования сварочной ванны. Во-вторых, жидкий расплав обмазки создает поверхностный слой шлаков (поз. 7), которые предохраняют жидкий металл от преждевременного контакта с кислородом воздуха, что способствует правильной его кристаллизации. После ухода сварочной дуги застывший слой шлаков (поз. 8) остается на поверхности, и убирается скалыванием после окончания сварочных работ. А под ним уже остается металлический сварной шов (поз. 9), монолитно соединяющий исходные заготовки.
Такая технология является наиболее распространенной в строительстве и в условиях домашнего хозяйства. Это обусловлено целым рядом весьма значимых ее преимуществ :
- Оборудование для ММА – наиболее простое, не требующее специальных дополнительных устройств и комплектующих. Все управление, как правило, заключается только в выставлении необходимого значения силы сварочного тока. А состав оборудования (если не принимать в расчет снаряжения самого мастера и расходные электроды) – сам аппарат с кабелем подключения к сети, и два изолированных сварочных провода нужного сечения – с зажимом массы и с держателем электродов.

- Простота устройства предопределяет и высокую мобильность такого оборудования. Работы могут выполняться в любых, даже весьма стесненных условиях и на высоте – все зависит только от возможности установки аппарата и длины сварочных проводов.
- ММА-сварка позволяет выполнять любые типы швов в разных пространственных положениях.
- В зависимости от выбранных электродов, такая технология позволяет осуществлять сварку различных металлов.
- Такой технологии проще всего научиться «с нуля». Именно с нее и начинают освоение азов сварочного мастерства.
Есть у ММА-технологии и свои недостатки :
- Большие сложности представляет сварка заготовок малой толщины (менее1 ,5 мм). Даже при использовании самых тонких электродов начальное формирование сварочной ванны часто приводит к сквозному прожигу металла.
- Длина электрода в ходе сварочного процесса постоянно уменьшается. Это вынуждает мастера непрерывно контролировать его положение относительно заготовок, чтобы поддерживать оптимальную дугу.
- При масштабных работах делать паузы для замены сгоревшего электрода на новый приходится довольно часто. Что, кстати, влияет и на производительность работы – по этому показателю ММА-технология существенно проигрывает другим.
- Прослеживается максимальная зависимость качества сварного шва от опыта мастера.
Несмотря на недостатки, ручная дуговая сварка пока что остается наиболее востребованной. И обычно, когда речь идет об оборудовании бытового класса, подразумеваются именно ММА-аппараты .
Сварочный ток может быть постоянным или переменным.
- Постоянный характеризуется более стабильными показателями дуги и сварочной ванны. Такое оборудование значительно облегчает освоение основ сварочного дела. Некоторые типы металлов (например, нержавеющая сталь) свариваются исключительно постоянным током.
- Переменный ток требует более высокого опыта работы, но в ряде случаев, при сварке определенных металлов (например, алюминия) является единственно возможным.
В настоящее время выпускается несколько типов аппаратов, работающих по технологии ММА – это сварочные трансформаторы, выпрямители и инверторы.
Сварочные трансформаторы ММА
Этот тип оборудования можно отнести к наиболее простому по устройству. По сути – это понижающий трансформатор с первичной и вторичной обмотками. За счёт уменьшения напряжения резко возрастают показатели силы тока, что и используется для розжига сварочной дуги.
Обмотки трансформатора изготавливаются из медных проводов или шин большого сечения, способных выдержать большие нагрузки. Это, в принципе, и предопределяет то, что такие приборы всегда весьма массивны.

Изменение силы сварочного тока чаще осуществляться механически. Это может быть изменение взаимного расположения первичной и вторичной обмотки относительно друг друга (с общим неподвижным ферромагнитным сердечником ). Или же перемещение одной из подвижных частей этого магнитопровода (сердечника).
На выходе сварочный трансформатор выдает переменный ток.
К достоинствам такого оборудования можно отнести следующее:
- Простота устройства аппарата предопределяет его долговечность и несложность в эксплуатации и обслуживании .
- Такие приборы обычно обладают высокими показателями мощности сварочной дуги.
- Стоимость сварочных ММА-трансформаторов невелика, и это оставляет их очень востребованными среди потребителей, несмотря на наличие в продаже более удобного для эксплуатаций оборудования.
Но нельзя забывать и о целой череде недостатков таких приборов:
- Для сварки переменным током применяются только специально предназначенные для этих целей электроды – это должно быть оговорено в их характеристиках.
- Сварочная дуга от переменного тока не отличается стабильностью – ее сложнее разжечь и удерживать в оптимальном положении. У неопытных мастеров это приводит к очень частому залипанию электрода. Качественная работа потребует хороших навыков.
- При сварке отмечается сильное разбрызгивание металла из сварочной ванны.
- Чистота получаемого шва – несравнимо ниже, чем у аппаратов постоянного тока.

- ММА-трансформаторы весьма зависимы от уровня входного напряжения. А сами, в свою очередь, способны весьма чувствительно локально «просаживать» сеть.
- Тяжеловесность таких сварочных аппаратов значительно снижает удобство работы с ними, особенно в труднодоступных местах или при необходимости частых перемещений. Многие приборы, вследствие этой особенности, оснащаются колесами для местного перемещения.
Краткий обзор моделей сварочных ММА-трансформаторов
- «Калибр СВА -160А »
Недорогой, достаточно надежный трансформатор для ручной дуговой сварки. Бренд – российский, сборка осуществляется в Китае.

— Тип – трансформатор сварочный ММА.
— Выходной сварочный ток – переменный, от 55 до 160 А.
— Регулировка тока – плавная.
— Мощность максимальная – до 7,2 кВт .
— Световая индикация работы и перегрева.
— Встроенный вентилятор охлаждения непрерывного действия.
— Габариты аппарата — 485×270×310 мм, масса – 15,2 кг . Имеется ручка для переноски.
(аппарат, сварочные провода с зажимом и держателем, щетка-молоток , защитный щиток) – 2400 руб.
К достоинствам аппарата можно отнести невысокую стоимость, небольшие габариты. Из недостатков пользователи отмечают слишком быстрый нагрев до допустимого предела и довольно длительный срок охлаждения.
- «Зубр ЗСТ -180»
Сварочный трансформатор с весьма неплохими эксплуатационными характеристиками. Разработка российских специалистов (ЗОА «Зубр ОВК », г. Мытищи Московской обл.), сборка преимущественно осуществляется в Китае.

Основные характеристики трансформатора:
Диапазон сварочного переменного тока – от 60 до 180 А. Плавная регулировка с индикацией.
— Максимальная мощность – 9,6 кВт .
— Напряжение холостого хода – 48 В.
— Диаметр электродов – от 2 до 4 мм.
— Продолжительность нагрузки: 10% на токе свыше 160 А , 30% — при 115 А , 60% — при 80 А и неограниченно при минимальном токе в 60 А.
— Принудительное охлаждение – встроенный вентилятор постоянного действия.
— Тепловая защита.
— Масса аппарата – 21.5 кг. В комплект входят два колеса для облегчения перемещения по рабочей площадке.
3000 руб.
К достоинствам аппарата относят возможность подключения как к однофазной, так и к трехфазной сети питания. К числу высказанных претензий можно отнести то, что сварку с электродом 4 мм трансформатор почти что не тянет. Впрочем, для бытовых условий эксплуатации это, как правило, несущественно.
- « Fubag TR 200 »
Компактный сварочный трансформатор германской разработки но опять же – китайской сборки.

Основные характеристики модели:
— Диапазон сварочного тока – от 55 до 160 А.
— Невысокий показатель потребляемой мощности – 2,73 нВт .
— Диаметр электродов – от 2 до 3,2 мм.
— ПВ на максимальном сварочном токе – 6%.
— Светодиодная индикация работы и перегрева.
— Плавная регулировка сварочного тока.
— Встроенная система охлаждения непрерывного действия. Защита от перегрева.
— Габариты — 500×230×340 мм при массе 16.5 кг. Имеется ручка для переноски.
— Примерная стоимость в базовой комплектации – 2900 руб.
К достоинствам модели пользователи отнесли неплохую стабилизацию дуги, надежность аппарата при его невысокой стоимости. Из недостатков отмечаются малая продолжительность непрерывной работы и несъемные сварочные провода. При случайном их повреждении для замены приходится вскрывать корпус аппарата.
Сварочные ММА-выпрямители
Развитие полупроводниковых технологий позволило избавиться от многочисленных недостатков, присущих сварке на переменном токе. Это было изначально воплощено в сварочных аппаратах выпрямительного типа.
По сути – это такой же трансформатор, но после понижения напряжения и увеличения силы тока производится еще и его выпрямление, то есть преобразование в постоянный. Устройство блока выпрямления может быть различным (обычные диодные мосты или тиристорные управляемые вентильные узлы). Существуют различия и в управлении силой выходного сварочного тока – оно может быть электромеханическим или электронным.
Но какая бы схема ни применялась, сварочные выпрямители получают ряд существенных преимуществ перед трансформаторами:
- Сварочная дуга отличается гораздо большей стабильность, за счет отсутствия нулевых значений тока. Ее легче разжечь и удерживать в ходе выполнения работ.
- Разбрызгивание металла при сварке – значительно ниже. Это сокращает работы по очистке сваренных деталей от шлака и застывших капель металла.
- Дуга постоянного тока обеспечивает более глубокий однородный провар металла, без образования пузырей и каверн. Шов получается при это намного аккуратнее и надежнее .

- Работа на постоянном токе открывает гораздо более широкий спектр возможностей. В том числе это – сварка нержавейки, легированных сплавов, некоторых цветных металлов. Практически отсутствуют ограничения по использованию различных типов электродов.
- КПД выпрямителей значительно выше, чем и трансформаторов той же мощности.
К недостаткам ММА-выпрямителей можно отнести следующее:
- Они весьма зависимы, даже в большей степени, чем трансформаторы, от уровня входного напряжения питания.
- Стоимость ММА-выпрямителей – в несколько раз выше, чем трансформаторов со сходными характеристиками.
- Габариты и масса ММА-выпрямителей ничуть не меньше, чем трансформаторов.
Обзор нескольких популярных моделей ММА-выпрямителей
- Сварочный выпрямитель «ВД -160 УЗ»
Аппарат со средними показателями сварочного тока, достаточными для бытового применения.

Основные характеристики модели
— Диапазон сварочного постоянного тока – от 40 до 160 А. Плавная регулировка.
— Напряжение холостого хода – не более 80 В , номинальное рабочее – не менее 28 В.
— Режим работы (величина ПВ) – 40% для всего диапазона.
— Потребляемая мощность – 4,4 кВА .
— Габариты – 400×290×460 мм при массе 35 кг.
— Примерная стоимость в базовой комплектации – 16500 руб.
Отмечается высокая надежность выпрямителя. Но - очевидна явно высокая стоимость при не самых выдающихся эксплуатационных показателях.
- Сварочный выпрямитель « Selma ВД-131»
Надежный сварочный аппарат выпрямительного типа , позволяющий работать в режимах постоянного и переменного тока.

Основные характеристики сварочного выпрямителя:
— Диапазон сварочного тока: 38÷180 А переменный ток (АС) и 38÷130 постоянный (DC).
— Плавная электромеханическая регулировка тока.
— Напряжение холостого хода – не более 70 В , номинальное – не менее 27 В.
— Диаметры электродов – от 2 до 4 мм.
— ПВ при полной нагрузке – не менее 20%.
— Потребляемая мощность – до 12.5 кВА .
— Встроенная система охлаждения и защиты от перегрева.
— Габариты - 360×360×930 мм, масса 60 кг. Вертикальное расположение прибора. Предусмотрен колесный ход и ручка для транспортировки в пределах рабочего помещения.
— Примерная стоимость в базовой комплектации – 25000 руб.
Отмечаются очень стабильное зажигание и горение сварочной дуги. Большим плюсом является универсальность работы – на постоянном и переменном токе. Недостатки – большая массивность, весьма высокая стоимость, скорее всего – неоправданная для подобных приборов бытового предназначения.
Сварочные ММА-инверторы.
Как видно, сварочные выпрямители – это довольно громоздкие, тяжелые приборы, к то му же с соврешенно неоправданной высокой стоимостью . Это предопределило весьма невысокую их популярность среди владельцев домов. Иное дело – сварочные инверторы, появление которых, можно сказать, произвело определенную революцию в технологиях дуговой ручной сварки.
Полупроводниковая схема таких аппаратов обеспечивает целый каскад преобразований тока питания, частотных и амплитудных. Вдаваться особо в подробности этого процесса не будем, тем более что существует несколько действенных схем подобных трансформаций. Но в итоге всегда получаются очень устойчивые показатели постоянного сварочного тока, которые контролируются специальным микропроцессорным модулем управления. Это позволяет не только регулировать ток с высочайшей точностью, но и придавать сварочному оборудованию ряд полезных опций, значительно упрощающих работу, позволяющих выполнять необходимые операции даже начинающим мастерам.

- « Бичом» начинающего сварщика часто является залипание электрода. Пока не выработается устойчивый навык удержания требуемого зазора между электродом и свариваемой деталью, касания кончиком электрода избежать трудно. А это в обычных условиях вызывает «прилипание», на которое приходится тут же реагировать приложением силы. В противном случае возникнет длительное короткое замыкание, влекущее срабатывание системы тепловой защиты, а при ее отсутствии или неисправности – даже перегорание обмоток трансформатора.
Во многом проблема решается на тех аппаратах, в которых реализована опция «Аrc Fоrce ». Если просвет между электродом и металлической поверхностью становится слишком маленьким, электронное управление автоматически прибавит значение сварочного тока. В результате этого происходит быстрое оплавление и электрода, и свариваемого металла под ним, что нормализует требуемый зазор.
Если же прямого контакта электрода с поверхностью все равно избежать не удалось, то должна сработать опция «АntiStick» . Сила сварочного тока при этом автоматически резко снижается, что предотвращает залипание . И оторвать электрод от поверхности не составит труда, не прекращая при этом сварочного процесса.

- Очень полезной является и функция «Нot Stаrt » - она значительно облегчает розжиг сварочной дуги в начале работы. Для этого в момент инициации дуги автоматика импульсно повышает силу тока, нормализуя ее после успешного розжига.
- Важным достоинством ММА-инверторов является то, что они не столь «капризны» в отношении перепадов входного напряжения электрической сети. Согласитесь, для дачных поселков с их традиционными проблемами энергоснабжения – чрезвычайно важное качество. Кроме того, и сами аппараты такого типа совершенно не перегружают сеть. То есть выполнение сварочных работ не будет сопровождаться просаживаниемм напряжения, которое нервирует и домочадцев, и, зачастую , соседей по улице.
- Высокая стабилизация сварочного тока ММА-инвертора (причём – даже при скачках входного сетевого напряжения) сводит разбрызгивание металла к минимуму. Швы в итоге получаются очень аккуратными и однородными.
- Огромным преимуществом ММА-инверторов перед трансформаторами и выпрямителями является их компактность и небольшой вес. Даже при работе в ограниченном пространстве для такого прибора отыщется место. А при выполнении сварочных операций на высоте или иных сложных условиях инвертор вполне можно подвесить на крючке или даже через плечо на ремне.

К недостаткам сварочных ММА-инверторов можно отнести сложность схемы. При выходе из строя приходиться обращаться в специализированные мастерские. Браться за самостоятельный ремонт такого оборудования – не следует.
Кстати, в связи с этим можно упомянуть еще один нюанс выбора. В продаже встречаются аппараты, электронная «начинка» которых собрана на одной плате или же имеет модульное исполнение. Первые, безусловно, дешевле, но при возможности выбора все же предпочтение разумнее отдать аппарату с модульными платами. Такая техника гораздо проще и в диагностике, и в ремонте.
Еще не столь давно одним из недостатков ММА-инверторов традиционно называлась их высокая стоимость. Постепенно это уходит в прошлое. Цены на такие аппараты снижаются по мере расширения ассортимента моделей, и эта тенденция пока что весьма устойчива. Так что стоимость уже стала постепенно приближаться к приборам трансформаторного типа , при том, что удобство и эффективность работы – просто несопоставимы.
Краткий обзор моделей сварочных ММА-инверторов
- «Бизон-160 ПН »
Сварочный инвертор бытового класса, позволяющий выполнить широкий спектр работ.

«Бизон-160ПН» — компактный сварочный аппарат по очень привлекательной цене
Основные характеристики модели:
— Диапазон сварочного тока – от 30 до 160 А.
— Напряжение питания – 200 В , но прибор способен устойчиво работать при падениях до 140 В и скачках до 250 В.
— Максимальная потребляемая мощность – 4.5 кВт .
— Напряжение холостого хода – не более 65 В.
— Положительность включения (ПВ) на максимальной нагрузке – 35%.
— Эффективная встроенная система охлаждения.
— Габариты – 220×146×96 мм, масса 2.8 кг.
— Примерная стоимость – 3700 руб.
— Гарантия производителя – 1 год.
Отмеченные достоинства – удобство в эксплуатации, стабильная работа даже при низком напряжении в сети. Компактность, небольшой вес позволяют успешно выполнять сварку с подвешенным на плечо аппаратом. Сколь-нибудь значимых нареканий, тем более – на фоне такой цены, пользователями не отмечено. Условно можно отнести к таковым отсутствие дополнительных функций, о которых говорилось выше.
- «QUATTRO ELEMENTI A 140 Pico»
Сварочный ММА-инвертор известного итальянского производителя, Правда, сборка, как уж водится, преимущественно – китайская, но весьма качественная.

Основные характеристики инвертора:
— Диапазон регулировки сварочного тока – от 10 до 140 А.
— Диаметр используемых электродов – от 1,6 до 4 мм .
— Максимальная потребляемая мощность – 4.2 кВт .
— Отличный показатель ПВ на максимальном сварочном токе – 60%.
— Минимальное напряжение на входе – 160 В.
— Реализованы функции быстрого зажигания дуги «HotStart» , модуляции тока «ArcForce» и предупреждения залипания электрода «AntiStick» .
— Габариты – 170×230×260 мм, масса – 2,6 кг. В комплект входит ремень для переноски на плече, для которого на корпусе предусмотрена специальная скоба.
— Гарантия производителя – 1 год.
— Примерная стоимость в базовой комплектации – 3800 руб.
К достоинствам модели относят эффективную систему охлаждения, включающую два независимых вентилятора, надежную защиту от перегрева, отличную элементарную базу электроники от ведущих мировых производителей.
Многие пользователи отметили в недостатках слишком короткие сварочные провода. Впрочем, этот «минус» отмечается у очень многих сварочных аппаратов китайской сборки – «экономия» на кабельной части любого оборудования всегда отличала наших восточных друзей.
- « Ресанта САИ 160»
Очень популярный сварочный инвертор известного латвийского бренда. Сборка, традиционно, в последнее время выполняется в Китае.

Основные характеристики:
— Диапазон установки сварочного тока – от 10 до 160 А.
— Диаметр электродов – от 1,6 до 4 мм.
— Положительность включения на максимальной нагрузке – 70%.
— Напряжение холостого хода – 80 В.
— Минимальное напряжение питания на входе – 140 В.
— Максимальная потребляемая мощность – 4,9 кВт .
— Функции «AntiStick» и «HotStart» .
— Габариты – 348×147×267 мм, масса – 3,8 кг.
— Гарантия производителя – 2 года.
— Примерная стоимость в базовой комплектации – 4000 руб.
Отмеченные достоинства модели – неприхотливость и надежность
в работе, эффективная принудительная система охлаждения туннельного типа
, высокое качество сборки и элементарной базы.
Недостатки все те же – короткие сварочные провода, тем более
, не чисто
медные, а из медно-алюминиевого композита. Неудобный штатный держатель электродов. После дополнительных затрат, связанных с заменой проводов на отечественные и держателя – на наиболее удобный «под себя», остальные недочеты
можно не принимать в расчет
на фоне супер-привлекательной
стоимости инвертора.
Можно добавить еще , что заявленный нижний порог напряжения питания – все же слишком «оптимистичен». На практике стабильная работа отмечается при напряжении 160 в и выше, что, впрочем, также является очень неплохим показателем.
Особые технологии электросварки
В бытовых условиях ручная дуговая сварка занимает преобладающее положение. Однако, иногда имеет смысл приобрести и более технологичное оборудование. Так, например , уже упоминалось, что сваривать тонкие листы обычным обмазочным электродом – чрезвычайно сложно, а то и вовсе невозможно. Но это позволяет выполнить оборудование, работающее по технологии TIG и MIG/MAG.
Так как такие сварочные аппараты все же пока имеют более ограниченный спрос среди рядовых потребителей, слишком подробно останавливаться на нем не будем. Начинать освоение мастерства сварщика сразу с подобного оборудования – не вполне правильный путь. Но общие понятия все же иметь не помешает. Тем более, что многие аппараты обеих типов вполне способны работать и в стандартном режиме ММА . Так что тем потенциальным владельцам, которые думают на перспективу, подобное приобретение (при наличии необходимых свободных средств) будет только на пользу.
Электросварка по технологии TIG
Особенности технологии
Аббревиатура TIG получилась из полного названия технологии «Tungstеn Inеrt Gаs ». По сути, в этом определении уже кроется и сама особенность процесса.
Tungsten – это вольфрам в переводе на русский. Именно из этого тугоплавкого материала изготавливаются электроды, обеспечивающие создание и поддержание сварочной дуги. А сам сварочный процесс осуществляется в облаке защитного инертного газа (Inеrt Gаs ), который предохраняет расплавленный металл от воздействия кислорода, азота и водяного пара, содержащихся в воздухе. Так как очень часто в качестве инертного газа используется аргон, в устоявшейся терминологию такую технологию называют аргонно-дуговой сваркой. Хотя это определение и не вполне корректное – в качестве инертного газа могут применяться и другие, например, гелий, азот, углекислый газ или газовые смеси с тем или иным их содержанием.
Принцип выполнения сварки показан на схеме:

Как и в обычной сварке, к свариваемым заготовкам (поз. 1) подключается кабель массы. А в остальном – начинаются коренные отличия.
Основным рабочим инструментом мастера является сварочная горелка TIG (поз. 2). Она обычно имеет характерную изогнутую Г-образную форму, что обеспечивает ее удобство удержания в руке и точность выполнения операций. На самой грелке расположена клавиша пуска и могут быть другие органы управления, например, для регулировки интенсивности газового потока или точного выставления величины сварочного тока. Модели горелок и степень их сложности бывают различные.

В любом случае на конце газовой горелки имеется газовое сопло (поз. 3), как правило, изготовленное их жаропрочной керамики. По центру этого сопла внутри в цанговом зажиме установлен тугоплавкий вольфрамовый электрод (поз. 4), который подключен к силовому проводу (поз. 5), подающему сварочный ток. Электрод служит для розжига и подержания сварочной дуги (поз. 6). Сам он в процессе сварки, благодаря уникальным качествам вольфрама, практически не сгорает. Точнее, конечно, расходуется, но столь незначительно, что его называют несгораемым. (Стандартной пачки из 10 штук таких электродов хватит очень надолго). Диаметры электродов – от 2 до 4 мм, длина, как правило, стандартная – 175 мм.
В сопло горелки в ходе выполнения сварки непрерывно подается инертный газ (поз. 7). Благодаря этому вокруг сварочной ванны (поз. 8) всегда создается защитная атмосфера (поз. 9), благоприятная для образования монолитного сварного соединения того или иного металла. для выполнения шва в зону сварки подается вручную присадочный пруток (поз. 10), опять же, в зависимости от свариваемого металла. Так как область расплава защищено облаком инертного газа, никаких дополнительных флюсов и обмазок не требуется. Сварочный шов на выходе (поз. 11) получается «чистым», не закрытым слоем шлака.
Сварочная горелка, понятно, соединена с аппаратом не только силовым кабелем – здесь используется довольно сложный по конструкции рукав, совмещающий подачу сварочного тока, провода для передачи управляющих сигналов, канал для подачи инертного газа. Горелка нуждается в охлаждении, поэтому многие модели оснащаются системой газового или жидкостного охлаждения. На схеме показан канал подачи охлажденной жидкости (поз. 12) и отвода разогретой (поз. 13).
Естественно, если аппарат работает именно в режиме TIG, то это подразумевает подключение к нему и газобаллонного оборудования.

Достоинства сварки по технологии TIG:
- Появляется возможность сваривания тонких листов металла – менее 1 мм.
- Упрощается контроль за ходом сварочного процесса. Ванна не закрывается слоем шлаков, присадку модно подавать ровно столько, сколько это необходимо в конкретном месте. Сварочная горелка при этом располагается на одинаковом удалении от заготовки – нет необходимости постоянно контролировать уровень зазора.
- Высокая универсальность технологии – сварке подаются многие металлы и сплавы, в том числе титан, алюминий и бронза
- Отсутствие необходимости частой смены расходников значительно увеличивает производительность работы.
- Процесс сварки практически не сопровождается разбрызгиванием, то есть швы получаются очень ровными и аккуратными, не требующими последующей зачистки.
К недостаткам можно отнести:
- Более сложное оборудование, необходимость правильного использования баллонов с газом, их своевременной заправки.
- Такая сварка предъявляет особые требования к квалификации работника.
- В процессе работы заняты обе руки мастера. То есть в сложных положениях такая технология бывает или вовсе невозможна, или крайне затруднительна.
- Стоимость подобного оборудования уже никак не получится назвать невысокой. То есть приобретение комплекта TIG должно быть оправданным.
Сами сварочные аппараты, по аналогии с ММА, могут быть выпрямительного или инверторного типа. Большинства приборов способны работать как с постоянным, так и переменным током. Как уже говорилось, многие модели оснащены режимом ММА-сварки и имеют соответствующий разъем для подключения обычного сварочного провода с держателем электродов.
Краткий обзор инверторов аргонно-дуговой сварки
Из разнообразия моделей выбрано две, наиболее доступных по цене и приближенных по параметрам к установкам для использования в условиях домашней мастерской.
- «Ресанта САИ 180 АД»
Сварочный инверторный аппарат полупрофессионального класса, с функцией аргонно-дуговой варки. Бренд – Латвия, сборка – Китай.

Основные характеристики модели:
— Диапазон сварочного тока – от 10 до 180 А.
— Режимы работы – TIG и ММА.
Продолжительность включения при максимальной нагрузке – 70%.
— Розжиг горелки – контактный, система ее охлаждения – воздушная.
— Максимальная потребляемая мощность – 5,3 кВт .
— Габариты – 360×135×232 мм, масса – 8,1 кг.
— В комплект входит сам инвертор, ассы с зажимом (1.5 м ), провод с держателем электродов для ММА (2 м ), горелка TIG в сборе с комбинированным рукавом (2 м ). Предусмотрен ремень для переноски. Газобаллонное оборудование в комплект не входит.
18000 руб.
Среди отмеченных пользователями недостатков – нет режима работы на переменном токе, то есть отпадает возможность сварки алюминия. Есть проблемы с розжигом дуги и корректностью значения сварочного тока при сварке по аргонно-дуговой технологии.
- «FUBAG INTIG 160 DC»
Качественный аппарат с неплохим набором функций для недорогого, по меркам этой категории, оборудования.

Основные характеристики модели:
— Диапазон регулировки сварочного тока – от 10 до 160 А , только постоянный (DC).
— Продолжительность включения при м аксиальной нагрузке – 60%.
— Режимы работы сварочной горелки – 2- х и 4-х тактный.
— Поджиг горелки – контактный.
— Охлаждение горелки – воздушное.
— Управляющий разъем — 5 РIN .
— Комплект поставки: инвертор, горелка TIG 175P с комбинированным рукавом длиной 4 м , шланг для подключения газового баллона – 4 м . Сам баллон в комплект не входит.
Габариты: 380×135×250 мм, масса 6,5 кг.
— Гарантия производителя – 2 года.
— Примерная стоимость комплекта – 22000 руб.
Достоинства модели:
— Удобная горелка с мягкой чувствительной клавишей управления.
— Предусмотрена возможность подключения к автономному источнику питания (генератору).
— При токах до 145 А ПВ не ограничена (100%).
— Система продувки газа до и после сварки.
— Система «HotStart» и модулирования сварочного тока.
Отмеченные недостатки:
— Нет режима сварки на переменном токе.
— Комплект не содержит заглушек, цанг и электродов для горелки. Приходится приобретать отдельно.
— Нет силового провода с держателем для ММА. Впрочем, некоторыми пользователями это расценивается чуть ли ни как достоинство – лучше приобрести качественный провод с удобным для себя держателем отдельно, чем переплачивать за заведомо короткий, по китайской традиции.
Полуавтоматическая сварка по технологии М IG / MAG
Отличия технологии полуавтоматической сварки
Эта технология в настоящее время считается одной из наиболее передовых и производительных. Аббревиатуры обозначают Metаl Inert Gаs – Metаl Active Gаs , то есть сварка металла в среде инертного или активного газа. Активные газы являются условием качественной сварки некоторых металлов и сплавов – особая среда требуется для полноценной кристаллизации материалов.
Внешне процесс сварки имеет сходство с ТIG , но имеется и коренное отличие.

Рабочий инструмент матера – тоже горелка, но уже имеющую и другую конфигурацию, и иное устройство.
На конце горелки установлено сопло (поз. 1) из жаропрочного металла. АА в центре имеется направляющий контактный наконечник–токосъемник (поз. 2), через который с установленной скоростью осуществляется непрерывная подача сварочной проволоки, которая становится и электродом для создания дуги, и присадочным материалом. Проволока может быть различной, как по диаметру, так и по составу и по технологии изготовления, и ее выбор зависит от особенностей свариваемого металла.
Одновременно в сопло подается требуемый инертный или активный газ (поз. 4), который создает оптимальную атмосферу в области сварочной ванны (поз. 5).
Естественно, и сама горелка, и комбинированный рукав устроены несколько сложнее, так как в них, помимо силовых и управляющих проводов и газового канала предусматривается еще и подача жесткой сварочной проволоки. Естественно, сварочный аппарат в таком случае должен быть оснащен еще и механизмом подачи проволоки.

На горелке также имеется клавиша управления, которая включает сварочный ток и подачу проволоки. При должном опыте работы с таким аппаратом сварочный процесс становится очень производительным. Кстати, отмечается, он является и довольно простым для освоения начинающими мастерами. Характерное отличие от ТIG еще и в том, что мастер управляется одной рукой, что особо важно при работе в сложных условиях и различных пространственных положениях сварочных швов.

Ну а по качеству сварки можно оставить в силе все те преимущества, о которых говорилось при рассмотрении технологии ТIG - защитная или ж активная газовая атмосфера делает свое дело.
Существенным недостатком полуавтоматической сварки можно считать сложность комплекта оборудования. Он включает в себя:
— Сам силовой агрегат, то есть источник сварочного тока (опять же, трансформаторного или инверторного типа) с необходимыми системами регулировки, управления и контроля.
— Газобаллонное оборудование с соединительным шлангом.
— Сварочную горелку с комбинированным многофункциональным рукавом.
— Механизм автоматической подачи сварочной проволоки из катушки . Причем , этот механизм может быть как встроенным, так и размещенным отдельно.
Большинство сварочных полуавтоматов имеют возможность работы и в обычном ММА-режиме .
Оборудование, после освоения навыков работы в этой технологии, очень удобно в эксплуатации. И многие мастера, в том числе кустари-надомники, предпочитает именно такую технологию, несмотря на необходимость дополнительной «возни» с газовыми баллонами. Без аппаратов такой сварки в настоящее время не обходится ни одна авторемонтная мастерская.
Для примера – взглянем на парочку относительно недорогих моделей, которые подойдут для небольшой личной мастерской.
Краткий обзор моделей аппаратов полуавтоматической МIG /MAG-сварки
- «Сварог REAL MIG 200»
Относительно недорогой, компактный и удобный в эксплуатации сварочный полуавтомат. Российская разработка и производство.

Основные характеристики:
— Показатели сварочного тока: в режиме MIG - от 30 до 200, в режиме ММА - от 10 до 160 А.
— Допустимое минимальное напряжение на входе – 160 В.
— Максимальная потребляемая мощность – 5,4 кВт .
— Диаметр проволоки – 0,6÷1 мм.
— Диметр штучных электродов ММА – от 1,5 до 4 мм.
— Встроенный механизм протяжки проволоки, рассчитанный на еврокатушку D200с максимальной массой проволоки 5 кг.
— Скорость протяжки проволоки – от 1,5 до 14 м/мин.
— Система холостого прогона и дожигания проволоки.
— Возможность смены полярности сварки.
— Габариты: 502×225×375 мм, масса – 13 кг.
— Комплектация – инвертор, сварочная горелка с рукавом 3 метра, провод массы с зажимом, 3 метра, набор запчастей.
— Гарантия производителя – 5 лет
— Стоимость комплекта – 20500 руб.
Пользователи отмечают высокую надежность аппарата и отменное удобство в работе.
К недостаткам условно можно отнести невысоко качество кабеля заземления и отсутствие силового кабеля с держателем для ММА-сварки .
Высказываются нарекания на «усеченность » режима ММА, то есть неполное соответствие заявленным характеристикам. Впрочем, основное предназначение аппарата все же полуавтоматическая сварка, с чем он справляется целиком и полностью .
По совокупности отзывов – отличный аппарат для личной мастерской.
Цены на сварочный аппарат сварог REAL
Сварог REAL
- «АТЛАНТ MIG 190К »
Еще один качественный надежный аппарат отечественной разработки и сборки.

Основные характеристики аппарата:
— Диапазон сварочного тока – от 20 до 190 А.
— ПВ на максимальной мощности – 60%.
— Диаметр сварочной проволоки – 0,6÷1 мм, встроенный механизм полдачи предусматривает установку еврокатушек D100 или D200 с максимальной массой проволоки 5 кг.
— Минимальное напряжение на входе – 180 В.
— Максимальная потребляемая мощность – 6,5 кВт
— Диаметр электродов в режиме ММА – от 1,6 до 4 мм.
— Функции «HotStart» , «ArcForce» и «AntiStick» . Возможность точных настроек индуктивности, режима работы горелки, полярности. Предусмотрен режим сварки алюминия.
— Габариты — 450×235×325 мм, масса – 9 кг.
— В комплекте – инвертор, сварочная горелка с рукавом 3 м , оснащённым стандартным разъемом EURO, провод заземления (1.5 м ) с зажимом.
— Гарантия производителя – 5 лет.
— Примерная стоимость комплекта – 24000 руб.
Наряду с достоинствами, к которым относят качество сборки и надежность в работе, удобство настроек и довольно-таки компактные размеры, отмечается и ряд недостатков. В частности:
— отсутствие кнопки протяжки проволоки;
— слишком завышенное значение минимального тока – можно прожечь тонкий металлический лист.
— не слишком хорошее качество сварки в режиме ММА, залипание электродов (очень схожий недостаток для большинства полуавтоматов низшего ценового диапазона), отсутствие в комплекте кабеля с держателем.
Однако, позитивные отзывы все же преобладают. А многие пользователи и вовсе поставили лаконичное «нет» в опросной графе «недостатки».
Цены на сварочный аппарат АТЛАНТ
Сварочный аппарат АТЛАНТ
Итак, было рассмотрено широкое разнообразие сварочных аппаратов, которые могут подойти для домашней мастерской. По приведенной информации можно сделать закономерный вывод, что совсем начинающему сварщику лучше всего для старта приобрести недорогой инвертор ММА. Именно инвертор, так как с ним процесс обучения пойдет веселее, результаты быстрее начнут радовать, а стоимость современных инверторов - уже вполне сравнима с ценой простейших трансформаторов.
У многих домашних мастеров, испытавших радость успешных самостоятельных работ, сварка нередко переходит из необходимости в разряд хобби или даже источника дополнительного заработка. Вот тогда уже будет со временем целесообразно задуматься о приобретении более технологичного оборудования – аппарата для аргонно-дуговой сварки или добротного полуавтоматаМIG /MAG.
Цены на популярные сварочные аппараты
А дополнительной помощью в вопросах выбора подходящего сварочного аппарата может послужить и предлагаемый ниже видеоролик.
Видео: рекомендации по выбору качественного сварочного аппарата для дома
Соединение оптических волокон методом сварки является наиболее качественным, долговечным и надежным. Сварочные аппараты - это сложные высокотехнологичные устройства. Они сочетают в себе прецизионную механику, обеспечивающую выравнивание волокон с точностью 0,1 мкм, высококачественную оптику для оценки положения волокон, и программное обеспечение, управляющее процессом юстировки и сварки волокон, а также обеспечивающее управление аппаратом.
В данной статье будут рассмотрены сварочные аппараты ведущих производителей.
В настоящий момент наибольшую известность на отечественном рынке завоевали аппараты фирм Fujikura, Sumitomo, Fitel (Furukawa), Ericsson и Corning. Отдельно в ряду современных сварочных аппаратов стоит модель OptiSplice LID производства Corning. Характерной особенностью этого аппарата является возможность измерения реальных потерь в точке сварного соединения, которое осуществляется непосредственно в процессе сварки. Аппарат также снабжен системой глобального позиционирования (GPS), которая, при необходимости, вносит корректировку в программу сварки.
Сварочные аппараты можно разделить на два класса по способу выравнивания волокон в процессе сварки — выравнивание по оболочке и выравнивание по сердцевине. При использовании метода выравнивания по сердцевине достигается более высокое качество соединения, что крайне важно при работе с одномодовыми волокнами, а также при монтаже оптических линий связи большой протяженности.
Аппараты, в которых применяется метод выравнивания волокна по оболочке, преимущественно используются для сварки многомодовых волокон или одномодовых, где протяженность линии не велика.
Все современные аппараты могут производить сварку как одномодовых, так и многомодовых волокон, а также волокон со смещённой областью дисперсии. Потери на месте сварки, регламентируемые производителем, не превышают 0,02 Дб. Сварочные работы можно производить как в стационарных, так и полевых условиях. Для этого практически во всех аппаратах предусмотрена возможность питания от аккумулятора. В комплект ряда сварочников входят шнуры для подключения к автомобильным прикуривателям.
Помимо уменьшения массы и размеров аппарата и сокращения времени сварки производители вносят и другие изменения в конструкцию сварочных аппаратов. Так, например, последние модели от компании Fujikura - FSM-60S и FSM-18S - имеют повышенную пыле- и влагозащищённость и ударопрочный корпус, что гарантирует работоспособность аппарата при механических воздействиях (например, при падении с высоты 70 см.).
Рассмотрим линейки сварочных аппаратов ведущих фирм-производителей.
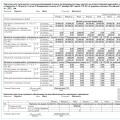
Таблица 1. Сварочные аппараты с выравниванием по сердцевине
Fujikura FSM-60S | Sumitomo Type-39 | Ericsson FSU 995FA | Corning Optisplice LID | Ilsintech Keyman S1 |
||
Типы свариваемых волокон | SMF (SM, ITUT G.652), MMF (ММ, ITUT G.651), DSF - cо смещенной областью дисперсии (DS, ITUT G.653), и волокна для FTTx (G.657) | SMF, MMF, DSF, NZDSF, EDF | SMF, MMF, DSF, NZDSF, EDF | SMF (SM, ITUT G.652), MMF (ММ, ITUT G.651), DSF - cо смещенной областью дисперсии (DS, ITUT G.653), и волокна для FTTx (G.657) | SMF (ITU-T G.652), MMF (ITU-T G.651), DSF (ITU-T G.653), NZDSF(ITU-T G.655) |
|
Время сварки, секунд | ||||||
Время термоусадки | 35 секунд (для гильз пр-ва Fujikura) | 25 секунд (40 мм), 30 секунд (60 мм) 2 печи для усадки | 37-секунд (40мм), 51-секунда (60мм) | Печь отдельно | Менее 20 сек для 60 мм | 26-секунд (60 мм) 2 печи для усадки |
Количество программ сварки | 60 - заводских 40 - пользовательских | 200 - пользовательские | ||||
Размеры, ШхГхВ, мм | 136 х 161 х 143 | 150 х 150 х 150 | 130 х 260 х 137 | 370 х 220 х 150 | 275 х 200 х 105 | 160 х 190 х 120 |
Ресурс электродов, сварок | ||||||
2,7 кг, с батареей | 2,8 кг, с батареей и адаптером питания | 2,2 кг, с батареей | 2,0 кг с батареей | 2,6 кг, с батареей |
||
Память, сварок | ||||||
Батарея, кол-во сварок | 100 (с термо-усадкой) | Внешнее питание | 100 (с термоусадкой) , 200 без термоусадки | |||
Интерфейс | USB 1.1, RCA(NTSC) | |||||
Защита от ветра | ||||||
Защита от влаги и пыли |
Таблица 2. Сварочные аппараты с выравниванием по оболочке
Fujikura FSM-11S | Fujikura FSM-17S | Fujikura FSM-18S | Corning OptiSplice One |
||
Типы свариваемых волокон | SMF, MMF, DSF, NZDSF | SMF, MMF, DSF, NZDSF | SMF, MMF, DSF, NZDSF | SMF, MMF, DSF, NZDSF | |
Время сварки, секунд | |||||
Время термоусадки | 40 сек (КЗДС Fujukura) | 35 сек (КЗДС Fujukura) | 30 сек (КЗДС Fujukura) | 37 сек (40 мм) 51 сек (60 мм) | |
Количество программ сварки | 60 — заводских 40- пользовательских | 60 — заводских 40- пользовательских | 60 — заводских 40- пользовательских | ||
Количества программ термоусадки | 10 — пользовательские 20 - заводские |
Благодаря сварочным аппаратам сварщики существенно облегчили труд, это связанно в основном с современными инверторами. Такое современное устройство сделало большой скачок в работе с электросваркой металлов.
Из всех электроинструментов самым популярным и часто используемым является сварочный аппарат. Инвертор сегодня работает во многих отраслях, применим как для сварки оконных решеток, сооружения мангалов, так и починки труб водопровода, установки забора на даче и других. С таким сварочным аппаратом можно не просто соединять металл, но и быстро разрезать его, он востребован там, где болгарка не подойдет для резки. Современный инвертор важен для разборки фундамента, старых зданий, а также удаления железа, отогревания резьбовых соединений.
Достоинства:
- Конструкция легкая;
- Удобнее, чем другие модели;
- Малые размеры;
- Обучиться работе проще, чем с другими аппаратами;
- Соответствует стандартам EN 61000-3-12 Европы, который важен для сварки;
- Можно спокойно работать от стандартной розетки, и проводка в доме не сгорит точно;
- Сварка будет красивой.
Инверторы стоят чуть дороже обычных сварочных аппаратов, тем не менее, они стали самыми актуальными в мире и подходят для разных работ. Функционирует такое устройство на высоких частотах, обладает электронной сложной начинкой, благодаря которой лучше контролируется сварка. Может работать с металлами самой разной толщины, так как обладает регулировкой тока, дуга будет гореть стабильнее, чем у остальных типов сварки, а амплитуда импульсов — регулярная.
Как выбирать инвертор
Современные инверторы лучше покупать только наши или европейские, так как большая часть китайских изделий слабого качества. Требуется учитывать страну изготовителя, так как будут поломки, а запчастей для азиатского оборудования в настоящее время нет или же достать их затруднительно. Еще обязательно знайте, на что обратить внимание, главное — это показатель температуры при работе, который должен быть указан в характеристиках инвертора. Аппарат лучше не использовать там, где много пыли, пыль легко попадает в изделие через вентилятор для охлаждения.

Самые важные характеристики при выборе аппарата
- Общая продолжительность работы при макс. токе, это способность работать как можно дольше при максимальных рабочих значениях;
- Рабочее напряжение холостого хода, чем оно больше, тем сварочная дуга формируется быстрее, обычно оно равно 40-80 В;
- Форсаж дуги, такая функция будет автоматически регулировать токи, увеличивая их, когда это требуется;
- Антиприлипание, служит для распознавания момента залипания рабочего электрода к металлу;
- Горячий старт, такая функция требуется при работе с электродами ужасного качества изготовления и сваривании ржавого металла;
- Еще большое значение имеет показатель цены, размеры изделия;
- До самой закупки узнайте отзывы в сети, уточните качество изготовления и моменты выхода инвертора из строя.
До закупки сварочного инвертора следует уточнить, требуется ли он для дома или же для строительства и крупных работ. Сразу же узнайте, какая модель будет лучшей, чтобы агрегат функционировал как можно дольше и не стоил дорого. Современные аппараты для сварки можно разделить четко на три группы, они могут быть бытовыми, специальными или промышленными, у каждой группы есть свои особенности. Инвертор является сегодня самым модным аппаратом для сварки, хотя цена его не такая уж и малая. Чтобы купить лучшие модели учитывайте, какой фирмы изделие более качественное, а не только ее стоимость.

Сварочные инверторы, рейтинг 2019 года
Лучшие самые доступные инверторы
Интерскол ИСА-160/7,1
Интерскол ИСА-160/7,1 является сварочным инвертором из числа доступных, идеально подходит для сварки. Изделие имеет такое важное достоинство, как работа с быстропеременчивым током, даже при сетевых больших просадках до 150 В здесь удерживается дуга в электроде. Работает замечательно, он мобильный и удобный, а в комплекте есть специальный ремень, так что изделие можно легко переносить на себе. Даже если температура воздуха будет большой, этот аппарат не станет сильно разогреваться, так что сможет долго работать без перерыва, что требуется часто. Для работы может понадобиться докупить специальные крепления для кабеля, провод для инвертора.

Характеристики:
- Тип: сварка дуговая ручная MMA;
- Ток для работы: 20-160 А;
- Рабочее выходное напряжение 170-242 В;
- Фаза питания: одна;
- Токи выходные: постоянные для работы;
- Мощность 8.2 кВА;
- Длительность при макс. токах 100%;
- Электрод с диаметром 1.60-4 мм;
- Изоляция класса F;
- Антиприлипание;
- Горячий старт.
Видео-обзор характеристик:
Достоинства:
- Шов красивый;
- Отзывы в основном только отличные;
- Доступная цена;
- Качество выше, чем ожидается;
- Стабильность будет всегда;
- Работает без трудностей;
- Держалки удобные;
- Функционал идеальный;
- Сборка;
- Есть требуемые опции.
Недостатки:
- Кнопка для работы аппарата расположена неудобно;
- Анти-стек ужасный;
- Антизалип у электрода слабый;
- Клеммы;
- Конструкция маленькая, хотя это не минус;
- Серьёзных минусов не замечено в сети.
Итог: Инверторный аппарат служит для работы в режиме MMA с током DC при использовании штучных стандартных электродов. Средняя цена для Интернет равна от 5223 рублей, хотя в магазинах городов стоимость достигает до 7000, изделия Интерскол будут самыми недорогими качественными моделями.
Ресанта САИ-220
Ресанта САИ-220 является оборудованием Латвийской компании, собираемым в Китае. Сварочный инвертор имеет показатель продолжительности 70%, то есть работает до 7 минут, когда нагрузки будут максимальными. Это отличный рабочий показатель, так как другие изделия смогут работать до 6 минут. Масса у этого устройства равна всего 5 кг, что меньше чем у других конструкций, эксплуатируется легко, нет проблем с закупкой запчастей, когда будут поломки у изделия. Такой инвертор лучший по показателям качества и цены, сегодня Ресанта стала модной в странах СНГ, изделие можно легко купить по малой цене, эта популярная модель одна из лучших.

Характеристики:
- Тип изделия: сварочный инвертор;
- Сварка дуговая ручная MMA;
- Ток для сварки: 10-220 А;
- Одна фаза;
- Холостой ход 80 В;
- Длительность работы с макс. током;
- Электрод диаметр до 5 мм;
- Горячий старт;
- Защита степени IP21;
- Комплектация имеет два кабеля.
О том, как использовать аппарат — в видео:
Достоинства:
- Малая масса;
- Габариты минимальные;
- Шов качественный;
- Дуга ловится сразу;
- Работает изделия без перерыва длительно;
- Электрод поджигается отлично;
- Цена разумная;
- Работает с электродами 1-5 мм;
- Ровные швы;
- Класс защиты корпуса IP21.
Недостатки:
- Мощность и ампераж завышены;
- Силовой провод слабый;
- Крепление у ремешка ужасное;
- Крутилка регулятора;
- Кейс для работы отсутствует;
- Регулировка силы тока слишком легко сбивается.
Итог: Инвертор обладает всеми требуемыми функциями, масса малая и проблем с работой устройства не будет, цена разумная, а качество отличное. Стоимость у этой популярной модели равна 5600 рублей, тогда как в городском магазине цена составляет до 6500 рублей.
Инвертор FUBAG IR 200 обеспечивает сварку при рабочем напряжении на выходе 150 В, это является замечательным достоинством. Такое качество требуется для работы в усложненных условиях, где есть трудности с электричеством, нет стабильности тока. Для этого устройства используется стандартный электрод с диаметром 1-5 мм. Розжиг — отличный, для работы достаточно легкого касания сварки к металлу, а дуга идет ровная, стабильная. Изделие компактное и имеет малый вес, минус состоит только в коротком кабеле идущим в комплектации, кроме этого вентилятор тут установлен слишком шумный. Требуется регулярно очищать аппарат от пыли, а это делать лучше стабильно, часто.

Характеристики:
- Работа при номинальном сварочном токе;
- Ток сварки 5-200 А;
- Рабочее выходное напряжение 150-240 В;
- Длительность работы при макс. токе 40% и более;
- Есть все дополнительные функции;
- Форсаж и антиприлипание;
- Сеть 220 В;
- Ток в рабочем режиме 5-200 А;
- ММА ток при ПВ 74 А;
- Масса 4.68 кг.
Видео-обзор сварочного аппарата:
Достоинства:
- КПД — 85%;
- Горение стабильное;
- Сварочное напряжение не скачет;
- Электронный занос металла мелкокапельный;
- Шов мелкочешуйчатый, точный;
- Система охлаждения;
- Индикаторы расположены удобно;
- Масса малая;
- Стоимость разумная.
Недостатки:
- Рабочее ПВ малое и достигает 40% при максиме токе;
- Ток рабочий быстро снижается при падении в сети;
- Кабель заземления слишком короткий;
- Минусов в сети обнаружено мало.
Итог: Инвертор имеет все требуемые функции, отлично обеспечивает сварку, с изделием можно работать смело даже при малом опыте. Цена средняя равна 12000 рублей, качество устройства идеальное поэтому относится к числу недорогих и лучших.
Лучшие дорогие модели
EWM PICO 162 является сварочным дорогим инвертором, рабочие токи здесь малые, а провода 30 м и больше не станут причиной образования трудностей в работе. Если другие модели будут самостоятельно переставать сваривать из-за просадки напряжения, то этот аппарат варит даже в этом случае с очень высоким качеством швов.
Работает устройство отлично, этот аппарат является однофазным профессиональным, он доступен для эксплуатации даже тем, кто не знает о MMA и TIG. Инвертор служит для сварки посредством стабильного тока и обладает корректировкой работы, является переносным и можно доставить на плече с ремнем. Ручная сварка идет стержневыми специальными электродами, а также осуществляется TIG Liftarc, здесь работает защита, так что случайные перепады силы тока не приведут к трудностям.

Характеристики:
- Устройство: инвертор сварочный;
- Диапазон регулировки тока: 10-150 А;
- Холостой ход: 105 В;
- Сеть с частотой 50-60 Гц;
- Мощность максимальная 5.5 кВА;
- КПД 86%;
- Масса 5.1 кг;
- Защита класса IP 23;
- Стандарт ЭМС класса А;
- Управление однокнопочное.
Достоинства:
- Тип сварки: MMA и TIG;
- Токи сварочные 10-160 А;
- Длительность при максимальных токах равна 35%;
- Сварочный максимальный 100 А;
- Рабочий ток входной 138-265 В;
- Одна фаза питания из сети;
- Ремонтопригодность.
Недостатки:
- Цена большая;
- Если у изделия будут поломки, то долго придется ждать запчастей;
- Клеммы здесь слабоватые;
- Минусов было замечено мало.
Итог: Идеальный инвертор, дуга- плавная, а ток — четкий, швы сварочные будут ровными и качественными, минусов практически нет кроме цены. Стоимость средняя изделия — от 39000 рублей.
Fubag INMIG 200 PLUS
Fubag INMIG 200 PLUS является универсальным изделием для сваривания, реализует возможности дуговой ручной, аргоновой и полуавтоматической сварки. Работает устройство даже при разных значениях тока, макс. ток составляет 200 А, а минимальный порог зависит уже от типа сварки. Есть много технических тривиальностей, а также ряд дополнительных функций, отличается качеством.
Изготавливается инвертор германской фирмой и воплотил в себе мировые достижения, учтены сложности в этой области. Диапазоны рабочих токов здесь большие 86-256 В, модель легкая в эксплуатации и имеет идеальные характеристики. Главные достоинства состоят в уникальном качестве изготовления и безопасности, работа с инвертором будет приятной, комфортной.

Характеристики:
- Тип изделия: инвертор;
- Размеры минимальные;
- Масса 6,4 кг;
- Изоляция высокого класса;
- Уровень защиты большой;
- Есть горячий старт, форсаж дуги и антиприлипание;
- Ток сварочный 5-200 А;
- Входные токи 150-240 В;
- Диапазон температур большой.
Подробнее об аппарате — в видео:
Достоинства:
- Универсальность;
- Много функций;
- Размеры минимальные;
- Защита;
- Большой диапазон сварочных токов;
- Однофазное питание для работы;
- Изделие отличное;
- Сварка идет без труда;
- Может легко варить.
Недостатки:
- Изделие не запоминает настройки работника;
- Трудности с подачей проволоки в холостом режиме;
- Цена не малая;
- Индикация;
- Модель одна из лучших, так что минусов в сети было мало точно.
Итог: Fubag inmig 200 работает идеально, а качество сборки — отличное, традиционное для Германии, является воплощением достижений этого столетия. Средняя цена инвертора равна сегодня 33000 рублей в сети Интернет.
AuroraPRO SPEEDWAY 175
SPEEDWAY 175 является флагманом среди линейки инверторов лучших полуавтоматов от компании AuroraPRO, это универсальное изделие для сварки в среде газа MIG-MAG со специальной проволокой, используется для ручной сварки и аргонодуговой. Такой современный специальный полуавтомат обладает синергетическим управлением, рабочие параметры можно легко регулировать одной рукояткой.
Заводское управление устройства корректируется ручным способом, изделие будет незаменимым в работе профессионалов, когда требуется делать специфические сложные задачи. Изделие используется как в быту, так и в производстве, незаменимое для автосервиса. Дает отличные результаты при сварке металлов, в полуавтоматическом режиме осваивает заготовки толщиной 8-10 мм и более.

Характеристики:
- Тип изделия: инвертор;
- Сеть 220 В;
- Частота 50-60 Гц;
- Универсальное использование MMA, MIG-MAG, TIG DC;
- Мощность 6.9 кВт;
- Холостой ход 56 В;
- Ток сварочный 50-175 А;
- Двух- четырехтактный режим управления;
- Функция VR;
- Стабильность горения дуги;
- Цифровой яркий дисплей.
Достоинства:
- Синергетическое управление;
- Ручная коррекция;
- Качественная уникальная сварка металла;
- Легкая смена полярности для работы;
- Силовой блок на базе IGBT;
- Диагностика легкая и простая, работает при использовании светодиодов;
- Автоматическая защита;
- Богатая комплектация;
- Эргономичный красивый дизайн;
- Много новых дополнительных функций.
Подробнее о достоинствах прибора — в видео:
Недостатки:
- Аргонодуговая сварка осваивается с трудом;
- Цена;
- Минусов в сети мало, есть только хорошие отзывы.
Итог: Изделие компании Aurora является одним из лучших современных инверторов, имеет ряд способов сварки, эргономика конструкции отличная, а качество изготовления идеальное. Средняя цена составляет 34000 рублей.
Сварог PRO ARC 160 (Z211S)
Современное изделие Сварог PRO ARC 160 Z211S является новейшим изделием, где использовались высокие технологии, разработанные еще в 2014 году. Компания, создавшая Сварог известна в стране, их оборудование стало сегодня очень модным. Такая конструкция обладает многими достоинствами, как легкость регулировки тока, а благодаря диапазону уже можно работать с электродами до 3 мм для сварки металла толщиной 5 мм. Дизайн эргономичный, модель легкая и имеет цифровой дисплей, есть пластиковая ручка для доставки изделия. Конструкция Сварог практична в эксплуатации, имеет функциональные обширные возможности, изделие надежное и рассчитано на большой диапазон, есть много дополнительных функций.

Характеристики:
- Сварка MMA и TIG;
- Ток сварочный 10-160 А;
- Общий входной ток 187-253 В;
- Одна фаза;
- Холостой ход 63 В;
- Мощность 7.20 кВА;
- Электрод с диаметром 1.50-3.20 мм;
- Розжиг дуги через касание;
- Горячий старт;
- Форсаж;
- КПД 85%.
Обзор инверторов серии PRO:
Достоинства:
- Удобная регулировка;
- Есть вентилятор для работы;
- Идеален для бытовых работ;
- Цена разумная;
- Электродами варит четко;
- Качество сборки;
- Малые габариты;
- Минимальный вес;
- Гарантия 5 лет;
- Дизайн хороший;
- Компактность.
Недостатки:
- Гарантия здесь есть, только условия ее слишком особенные;
- Кейс отсутствует;
- Без ремня для доставки;
- Удлинитель требуется часто;
- Модель одна из лучших, так что минусов в сети мало.
Итог: Устройство отлично варит, шов получается ровным, а работа идет без брызг, инвертор достаточно легкий и компактный, сборка — идеальная. Средняя цена равна 11170 рублей.
Инвертор ручной дуговой сварки
Сварочный инвертор имеет максимальные рабочие токи 200 А, что дает способность варить и резать металл всеми электродами до 5 мм ровно. Изделие отличается большим диапазоном работы, а действие его сохраняется даже если ток упадет до 150 В, что имеет значение в сваривании. Есть такая рабочая важная функция, как антизалипание, а также форсаж и горячий старт, с этой конструкцией сможет работать сварщик даже с малым опытом.
Единственный минус — это сварка при максимальном токе, когда каждые 4 минуты требуется 6 мин. для охлаждения. Инвертор идеально сможет подойти как для профессиональной работы, так и для сварки в быту. Для этой серии установлены уникальные транзисторы, а модуль подходит для сложной сварки.

Характеристики:
- Тип устройства: сварочный инвертор;
- Сварка дуговая ручная;
- Сварочные токи 5-200 А;
- Токи входные 150-240 В;
- Одна фаза;
- Холостой ход 65 В;
- Работа 20.8-28 В;
- Мощность 8.8 кВА;
- Длительность работы при макс. токе составляет 40%;
- Электрод с диаметром 1.6-5 мм;
- КПД 85%;
- Изоляция отличная.
Достоинства:
- Комплектация;
- Легкий;
- Известный бренд;
- Есть все требуемые функции;
- Работает без трудностей;
- Есть защита от запыления и конденсата;
- Работает отлично даже с малым током;
- С этим устройством сможет работать даже малоопытный сварщик;
- Сваривает старыми электродами УОНИ;
- Антиприлипание.
Недостатки:
- Установлен ремень, а не ручка, хотя он тоже удобный;
- Требуется регулярно чистить.
Итог: Сварочный инвертор идеального качества, для улучшения работы здесь есть все современные функции, такие как антизалипание и другие. Средняя цена равна 5130 рублей.
Ресанта САИ-220А
Инверторы с маркой Ресанта стали сегодня актуальными, так как это изделие отличается качеством и ценой. Эта модель одна из лучших и отличается высоким макс. током 220 А. Благодаря своим уникальным показателям может сваривать с электродами до 5 мм, варит массивные конструкции, легко режет. Такой агрегат обеспечивает большие токи и долго работает, так как коэффициент ПВ 70%, что важно для работы. У этой конструкции были предусмотрены все специальные функции, то есть антиприлипание, форсаж, горячий старт.
Имеется тут и один минус — сварщику с малым опытом будет работать трудно, в отличие от других сварочных конструкций. Изделие имеет диапазон рабочих токов до 260 В, инвертор требует бережного хранения, технические общие характеристики здесь идеальные. Компания является одним из лучших современных производителей в мире, оборудование которого стоит относительно дешево.

Характеристики:
- Сварочный инвертор;
- Сварка дуговая ручная;
- Ток 10-220 А;
- Одна фаза;
- Холостой ход;
- Длительность работы при макс. токах 70% ровно;
- Электроды до 5 мм;
- Старт горячий и антиприлипание;
- Комплектация отличная;
- Минимальный размер.
Достоинства:
- Можно использовать при больших токах сварки;
- Работоспособность будет отличной даже при сильных и частых падениях тока;
- Цена доступная;
- Мощность большая;
- Легкая модель;
- Достойная сварка;
- Соотношение цены и качества;
- Корпус изготовлен не из пластика, так что служит очень долго;
- Автомат входной;
- Специальные рабочие кабеля.
Недостатки:
- У регулятора тока крутилка слабая;
- Кейс отсутствует;
- Шкала у рукоятки регулировки тока ужасная;
- Материал изготовления сварочного вентилятора слабый;
- Конструкция провода массы неудачная здесь;
- Минусы есть, хотя для этой цены изделие отличное.
Итог: Качество изготовления отличное, а цена доступная, может легко варить большие конструкции, режет металл идеально. Средняя цена равна 5759 рублей, качество работы у этого инвертора отличное, замечаний мало.
Инверторы, их достоинства и минусы
Сварочный инвертор является удобным и компактным специальным инструментом для сваривания металлов. Современное оборудование может использоваться как квалифицированными специалистами с большим опытом, так и с малым. Профессионалы скажут, что лучший агрегат тот, который действует с постоянным током, работает с электродами разных типов и где есть требуемые функции, такие как горячий старт, антизалипание. Кроме этого устройство имеет такой важный элемент, как большая устойчивость при падении тока. Если работника интересует вопрос качества, а также сколько стоит модель, то ему лучше учитывать рейтинг этой статьи.

Главные характеристики:
- Мощность. Такая характеристика указывается в документе к конструкции, это сварочный ток при котором инвертор работает без перерыва и перегрева, когда покупаете конструкции для сварки сделайте запас токов 50% ровно.
- Длительность рабочих общих нагрузок. Является характеристикой работы изделия в поворотном кратковременном режиме.
- Диапазон тока для питания. Если сваривание идет за городом, то сетевой ток может иметь сильные отклонения от требуемого значения, лучше использовать агрегат при учете скачка 10-20% в среднем.
- Дополнительные качества. Для удобства требуется ARC FORCE, HOT START и ANTI STICK.
Сегодня инверторы заняли лучшие позиции лидеров среди оборудования для сварки, что связано с их достоинствами, изделия удобные в транспортировке и эффективные при эксплуатации. Среди технических главных достоинств важны такие характеристики, как малый вес оборудования, экономные показатели используемой электроэнергии, которые лучше, чем у трансформаторной обычной сварки.
Как изготовить современные сварочные аппараты своими руками? Очень часто настоящему хозяину в доме требуется произвести какие-либо ремонтные работы, например металлической ограды, подставки для цветов из металла, металлоконструкций в гараже, водопровода. Есть много вещей, для ремонта которых требуется сварка и сварочный аппарат.
Сейчас существует очень много разнообразного оборудования для этих целей, но возникает вопрос: возможно ли собрать ? Это не очень сложно, но потребуются некоторые знания по электричеству и навыки работы с похожими электрическими приборами. Кроме того, это недорого. А на сэкономленные средства можно приобрести другой полезный инструмент.
Инструменты и материалы
Инструменты, которые понадобятся для сборки сварочного аппарата:
- кусачки;
- паяльник;
- дрель;
- напильник;
- молоток;
- набор отверток;
- пассатижи.
Из материалов, которые понадобятся для сборки, получается такой список:
![]()
Для сварочного аппарата можно использовать трансформатор от старой СВЧ-печи.
- провод с эмалевой изоляцией Д=8 мм;
- медная трубка Д=14 мм и длиной 4 см;
- медные винты и гайки;
- токоизоляционный лак;
- пластина из текстолита 5х3 см и толщиной 4 мм;
- сверла 7 мм и 12 мм;
- болты М6 в количестве 10-12 шт.;
- шайбы под болты количеством 20-24 шт.;
- гайки под те же болты количеством 20-24 шт.;
- прочная пластиковая емкость для корпуса;
- вытяжные вентиляторы от блока питания компьютера — 2-3 шт.;
- толстый многожильный провод в количестве 4 штук длиной по 50 см;
- труба диаметром 3,5 см и длиной 25 см;
- резиновый шланг или капроновый рукав;
- трансформатор со старой СВЧ-печи.
Сварочный аппарат подключается от тока с напряжением 220 В или 380 В, применяются электроды диаметром 3 или 4 мм. Такие характеристики оборудования дают возможность обработки стальных изделий толщиной 1-25 мм.
Для того чтобы собрать такой сварочный аппарат самому, своими руками, прежде всего необходим трансформатор — сердце аппарата.
Вернуться к оглавлению
Сборка трансформатора
![]()
Он должен иметь три фазы, функцию понижения напряжения, а мощность — 1-2 кВт. Также трансформатор должен иметь две разные катушки, на которые намотан медный эмалированный провод. Одна называется первичной, и к ней подключается электричество, а другая — вторичная. Количество витков у них разное, и наматываются они на железный сердечник.
Для этих целей отлично подойдет трансформатор со старой микроволновой печи. Единственным недостатком этого трансформатора является то, что у второй катушки слишком высокое напряжение. Поэтому нужно отмотать несколько витков.
Когда напряжение станет меньше, сила тока увеличится. Дело в том, что, если сила тока будет маленькой, сварка будет идти слабо. А если, наоборот, сила тока очень большая, электроды выйдут из строя и металл испортится.
Затем производится перемотка вторичной обмотки, она должна быть очень плотной, провод должен иметь эмалевую изоляцию и диаметр 8 мм. Такой кабель способен выдерживать большие токи.
Заранее сказать, сколько витков нужно, невозможно. Эти параметры рассчитываются индивидуально для каждого сварочного аппарата.
После каждых тридцати витков нужно делать отводы, всего их должно получиться около десяти штук. Отводы нужно нумеровать, иначе можно перепутать. Для этих выводов изготавливаются клеммы из медной трубки диаметром 14 мм и длиной 4 см.
Для изготовления трубку нужно сплющить молотком и высверлить отверстия диаметром 12 мм. Зачищенный и луженый провод вставляется на другую сторону трубки и обжимается. Стандартные винты и гайки трансформатора требуется заменить на медные. С их помощью закрепляются клеммы от вторичной обмотки. Далее обмотку покрывают с помощью специального токоизоляционного лака.
Для подключения первичной обмотки потребуется пластина из текстолита 5х3 см и толщиной 4 мм. В ней нужно просверлить отверстия от 10 до 12 штук диаметром 7 мм. Затем в них вставляют болты М6, каждый из которых имеет по две шайбы и гайки.
Вернуться к оглавлению
Сборка сварочного аппарата

Корпус сварочного аппарата, изготовленный на заводе, может быть металлическим.
Теперь можно приступать к очередному этапу сборки оборудования — корпусу сварочного аппарата, так как все запчасти нужно куда-то закрепить. Корпус можно сделать из прочной пластиковой емкости. Прикрепляют трансформаторы друг за другом, такая схема приведет к понижению напряжения таким образом, что на выходе сила тока будет равной 50 амперам.
Для проверки можно будет измерить силу тока специальным прибором. После установки трансформаторов на их посадочные места начинают соединять обмотки. Первичные обмотки соединяются между собой параллельным способом, а вторичные — последовательно. В результате этой работы на выходе получается напряжение примерно 38 вольт, а сила тока под нагрузкой — не более 60 ампер.
О чем еще следует подумать, собирая современные сварочные аппараты своими руками? Конечно же, о системе охлаждения, иначе устройство может загореться от перегрева.
Для этого в пластиковом корпусе вырезают отверстия, закрепляют несколько вытяжных вентиляторов, достаточно будет 2-3. Они нужны небольшие, могут даже подойти от блока питания компьютера. Также необходимо сделать отверстия внизу емкости корпуса для того, чтобы была тяга и через внутреннюю полость корпуса поступал воздух.